
Γράφει ο Νίκος Χαριτωνίδης, Πολιτικός Μηχανικός ΕΜΠ, Master of Engineering Univ. of Sheffield, Γενικός Διευθυντής ΨΥΓΕΙΑ ΑΛΑΣΚΑ ΑΕΒΤΕ & CRYOLOGIC ΕΕ.
Προσθήκη αντλίας θερμότητας σε ψυκτική εγκατάσταση
Μια ψυκτική εγκατάσταση διαθέτει εξ ορισμού ένα σημείο απόρριψης θερμότητας, τον συμπυκνωτή. Η πρώτη σκέψη είναι η κατευθείαν χρήση αυτής της θερμότητας, όπως για παράδειγμα για θέρμανση νερού. Το πρόβλημα όμως είναι ότι η θερμότητα αυτή είναι χαμηλής θερμοκρασίας, όπως για παράδειγμα 35°C που είναι η κλασσική μέγιστη θερμοκρασία συμπύκνωσης στους ψυκτικούς υπολογισμούς. Το πρόβλημα αυτό λύνεται με την προσθήκη μιας αντλίας θερμότητας, που «παίρνει τη σκυτάλη» από το επίπεδο της πίεσης (θερμοκρασίας) συμπύκνωσης και την ανεβάζει σε μεγαλύτερο επίπεδο πίεσης (άρα και θερμοκρασίας συμπύκνωσης) με την βοήθεια ενός πρόσθετου συμπιεστή. Το θέμα αυτό εξετάστηκε σε προηγούμενο άρθρο (ΑΝΑΚΤΗΣΗ ΘΕΡΜΟΤΗΤΑΣ ΣΕ ΨΥΚΤΙΚΕΣ ΕΓΚΑΤΑΣΤΑΣΕΙΣ – 3). Μια τέτοια εφαρμογή φαίνεται στο επόμενο σχήμα.
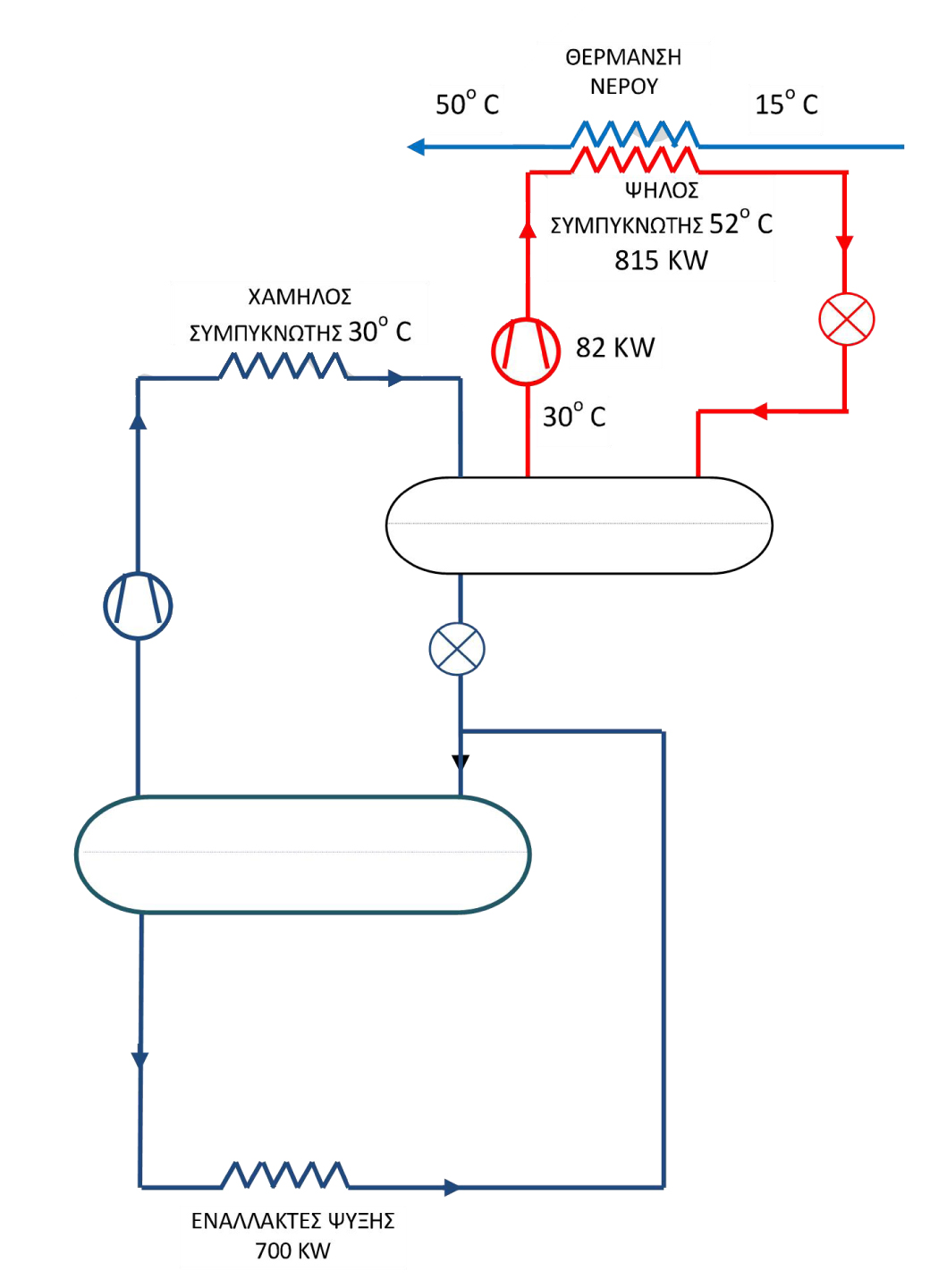
Σχήμα 1: Προσθήκη αντλίας θερμότητας σε ψυκτικό συγκρότημα για θέρμανση νερού διεργασίας.
Η απαιτούμενη ικανότητα της προστιθέμενης αντλίας θερμότητας υπολογίζεται από την απαίτηση θέρμανσης του νερού: Για παράδειγμα παροχή 20 m3/h (5,56 kg/s) – θέρμανση από 15 σε 50°C. Η ειδική θερμότητα του νερού είναι 4,19 KJ/kg.K. Η απαιτούμενη ικανότητα του ψηλού συμπυκνωτή είναι 5,56 x 4,19 x (50-15) = 815 KW. Για συμπύκνωση στους 52°C η λανθάνουσα θερμότητα συμπύκνωσης είναι 1040 KJ/kg. Η απαιτούμενη παροχή αμμωνίας είναι m = 815/1040 = 0,784 kg/s. Το θεωρητικό έργο συμπίεσης από 30°C σε 52°C είναι ΔhCOMP= 84 KJ/kg (Mollier). Η θεωρητικά απορροφώμενη ισχύς του συμπιεστή PΘ ισούται με m.ΔhCOMP = 0,784×84 = 65,9 KW. Για συντελεστή (ισεντροπικής) απόδοσης συμπίεσης 0,8 η πραγματική απορροφώμενη ισχύς του συμπιεστή PΠ είναι 65,9/0,8 = 82 KW. Ο COP της αντλίας θερμότητας είναι 815/82 = 9,9.
Απόφαση για χρήση αντλιών θερμότητας στη βιομηχανία
Συνήθως στις βιομηχανικές παραγωγές υπάρχουν από τη μια απορριπτόμενες θερμότητες και από την άλλη ανάγκες θέρμανσης. Δεν είναι προφανές, το κατά πόσο μπορούμε να επωφεληθούμε από χρήση των απορριπτόμενων θερμοτήτων. Υπάρχουν τρία θέματα που πρέπει να διερευνηθούν, πριν καταλήξουμε στην απόφαση:
- Το θερμοκρασιακό «ταίριασμα» των ρευστών που καλούνται να ανταλλάξουν θερμότητα. Το ρευστό που φέρει την απορριπτόμενη θερμότητα πρέπει να έχει μεγαλύτερη θερμοκρασία από το ρευστό που θα την παραλάβει, αλλιώς θα χρειαστεί αντλία θερμότητας, εφόσον βεβαίως ικανοποιούνται και οι επόμενες δυο προϋποθέσεις.
- Η ποσότητα της θερμότητας που απορρίπτεται (ισχύς) να είναι αξιόλογη, σε σχέση με την απαίτηση (ισχύ) θέρμανσης. Με άλλα λόγια, να δικαιολογείται η σχετική επένδυση για αυτή την ποσότητα.
- Να υπάρχει σχετικός ταυτοχρονισμός των διεργασιών που προσφέρουν την απορριπτόμενη θερμότητα και των διεργασιών που την απορροφούν. Άλλως είναι αδύνατη η μεταφορά, εκτός αν γίνεται χρήση αποθήκευσης της θερμότητας (π.χ. μονωμένη δεξαμενή νερού), που όμως αυξάνει το κόστος της επένδυσης.
Ο προβληματισμός συνοψίζεται στο ακόλουθο λογικό διάγραμμα.
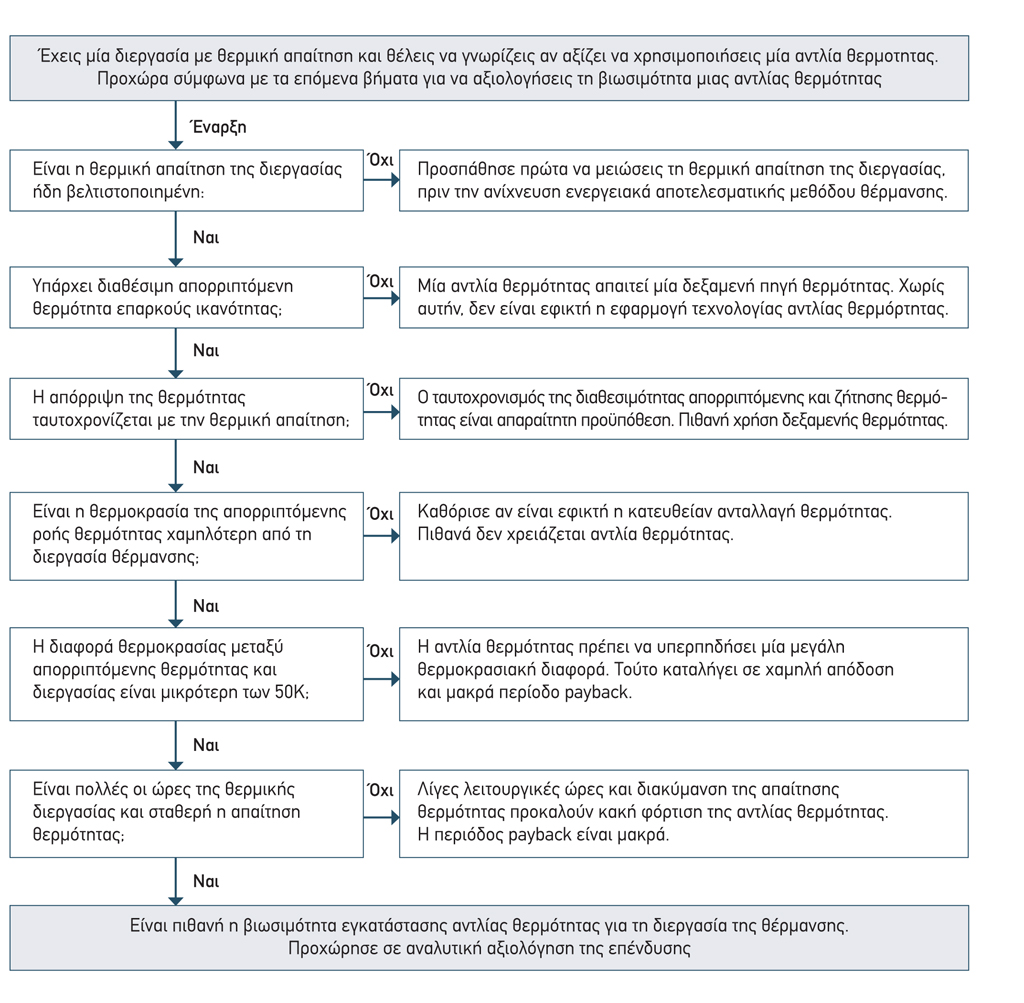
Σχήμα 2: Λογικό διάγραμμα για την προκαταρκτική απόφαση περί βιωσιμότητας επένδυσης σε αντλία θερμότητας.
Κατόπιν της ως άνω προκαταρκτικής διερεύνησης, γίνεται μια κλασσική αξιολόγηση οικονομικής βιωσιμότητας (περίοδος payback κ.λπ.). Σημειώνεται, ότι για βιομηχανίες με περίπλοκες διεργασίες απαιτείται μια πιο συστηματική ανάλυση για τον εντοπισμό της ολοκληρωμένης διεργασίας ανάκτησης θερμότητας (pinch analysis), που όμως διαφεύγει των σκοπών του παρόντος.
Θέρμανση νερού βιομηχανικών διεργασιών
Το νερό που χρησιμοποιείται σε βιομηχανικές διεργασίες συνήθως πρέπει να είναι ψηλής θερμοκρασίας (συχνά > 80°C). Τούτο παρουσιάζει ένα πρόβλημα στις συμβατικές αντλίες θερμότητας που έχουν όρια, κύρια λόγω της μέγιστης επιτρεπόμενης πίεσης λειτουργίας και θερμοκρασίας κατάθλιψης του συμπιεστή. Στην περίπτωση της βιομηχανίας τροφίμων τυπικά πάντα υπάρχει ένα ψυκτικό συγκρότημα, που τον περισσότερο καιρό «αποβάλλει» θερμότητα σε θερμοκρασία 25-30°C (θερμοκρασία συμπύκνωσης). Η θερμοκρασία αυτή δεν είναι επαρκής για το νερό της βιομηχανικής χρήσης (διεργασίες ή καθαρισμοί), για τούτο πρέπει να συμπεριληφθεί μια μέθοδος ανόδου της θερμοκρασίας απόρριψης της θερμότητας. Τούτο γίνεται, όπως ήδη αναφέρθηκε, με την προσθήκη (add on) μιας αντλίας θερμότητας, με δεξαμενή πηγής την αποβαλλόμενη θερμότητα από το (ήδη υπάρχον) ψυκτικό συγκρότημα και δεξαμενή απόρριψης το νερό παραγωγικής χρήσης. Όσον αφορά την αμμωνία, που είναι το βασικότερο ρευστό σε αυτές τις εφαρμογές, η μέγιστη θερμοκρασία συμπύκνωσης για συμπιεστές νέας γενιάς μπορεί να εκληφθεί 80°C, με την προϋπόθεση ότι η μέγιστη θερμοκρασία κατάθλιψης (υπέρθερμου ατμού) δεν θα ξεπερνάει τους 170°C, ώστε να μην υφίσταται αλλοιώσεις το λάδι και καταπονούνται τα μέταλλα1. Με θερμοκρασία συμπύκνωσης 80°C (πίεση συμπύκνωσης 41,4 bara), μπορούμε να έχουμε νερό 70-75°C. Για να πετύχουμε τη θερμοκρασία συμπύκνωσης των 80°C με το ίδιο κύκλωμα και ψυκτικό ρευστό αποδοτικά και χωρίς υπερβολικές θερμοκρασίες κατάθλιψης, χρησιμοποιούμε το σύστημα της «ανάτασης» της πίεσης συμπύκνωσης με προσθήκη (add on) ενός κυκλώματος «πάνω» από το συμπυκνωτή, όπου ένας δεύτερος συμπιεστής ανεβάζει την πίεση στο επιθυμητό επίπεδο «νέας» συμπύκνωσης (π.χ. 41,3 bara για θερμοκρασία 80ο C στην περίπτωση της αμμωνίας). Το σύστημα αυτό, όπως ήδη αναφέρθηκε, είναι γνωστό και σαν «προσθήκη αντλίας θερμότητας σε ψυκτικό κύκλωμα». Η λογική φαίνεται στο επόμενο σχήμα.
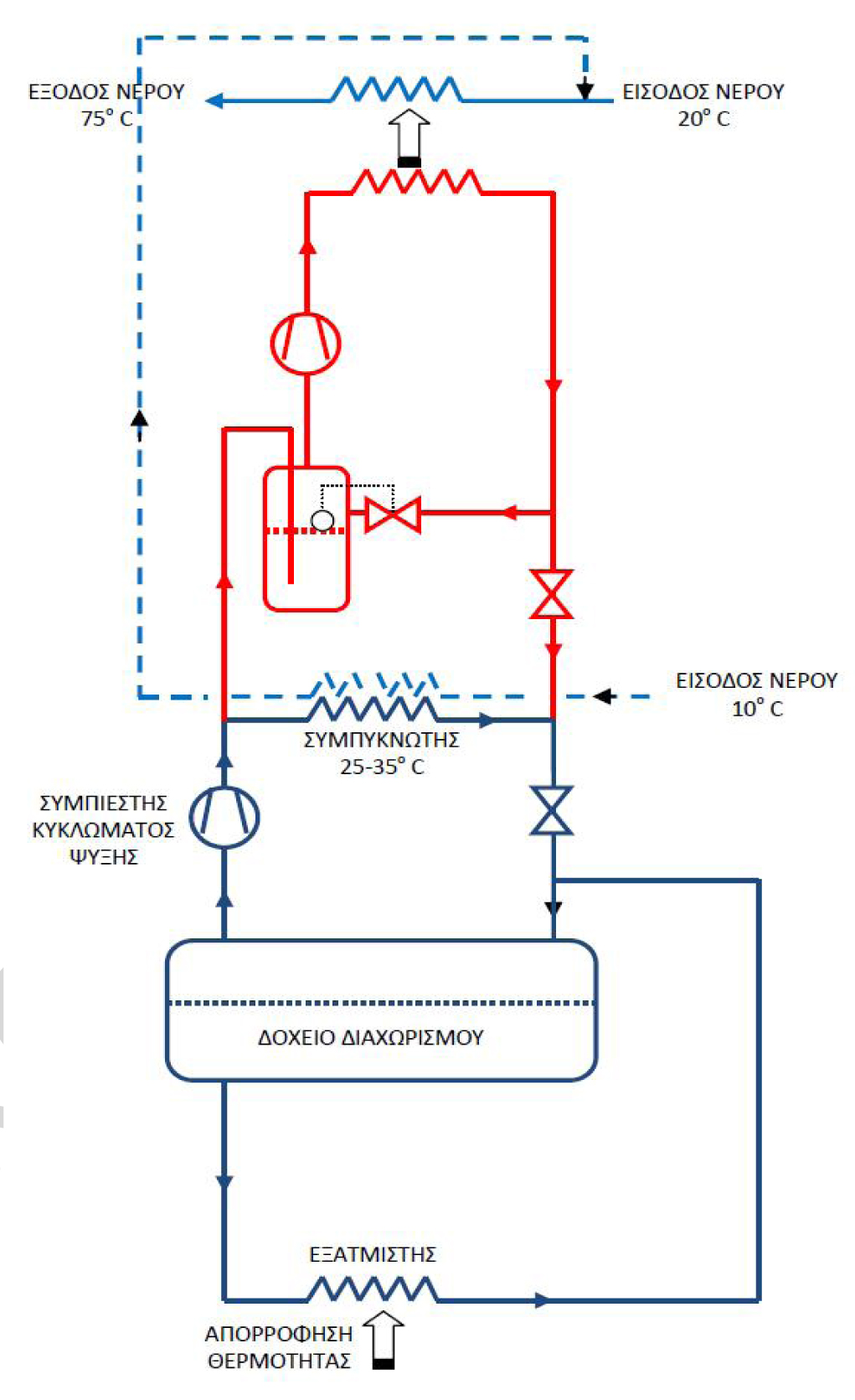
Σχήμα 3: Άνοδος της θερμοκρασίας αποδιδόμενης θερμότητας με προσθήκη αντλίας θερμότητας («ανάταση» της θερμοκρασίας συμπύκνωσης).
Η διάταξη του σχήματος προβλέπει ψύξη του ατμού κατάθλιψης του χαμηλού συμπιεστή πριν την αναρρόφησή του από τον ψηλό σε δοχείο, όπου διατηρείται υγρό στην πίεση αναρρόφησης του ψηλού συμπιεστή. Έτσι αποφεύγεται η υπερβολική θερμοκρασία του υπέρθερμου ατμού κατάθλιψης του ψηλού συμπιεστή. Η απαιτούμενη θερμική ικανότητα της αντλίας θερμότητας ορίζεται από την απαίτηση παροχής μάζας του νερού χρήσης και από την απαιτούμενη άνοδο της θερμοκρασίας του. Στο παράδειγμα του σχήματος (θέρμανση νερού από 20 σε 75°C), αν η απαιτούμενη παροχή θερμού νερού είναι 5000 m3/h (1,39 m3/s), η απαιτούμενη θερμική ισχύς είναι 1,39 x 4,19 x (75-20) = 320,3 KW. Η εκάστοτε απαιτούμενη θερμική ισχύς «μεταφράζεται» σε (απαιτούμενη) παροχή ψυκτικού ρευστού (π.χ. αμμωνίας) που πρέπει να διέρχεται από τον «ψηλό» συμπιεστή (και «ψηλό» συμπυκνωτή)2 και κατ’ επέκταση στην απαιτούμενη μετατόπιση του «ψηλού» συμπιεστή (capacity control)3. Όλο το απομένον συμπιεσμένο αέριο από τον «χαμηλό» συμπιεστή (μετά την ικανοποίηση της θερμικής απαίτησης) συμπυκνώνεται στον «χαμηλό» συμπυκνωτή.
Εφόσον δεν γίνεται ανάκτηση της θερμότητας που απορρίπτεται στον «χαμηλό» συμπυκνωτή, όλη η απαιτούμενη θερμική ισχύς προέρχεται από τη θερμότητα που απορροφάται στον εξατμιστή συν το έργο συμπίεσης του «ψηλού» συμπιεστή, ενώ η θερμότητα του «χαμηλού» συμπυκνωτή απορρίπτεται στο περιβάλλον. Θα μπορούσε να ανακτηθεί και αυτή η θερμότητα με προθέρμανση του νερού, ειδικά αν η αρχική θερμοκρασία του νερού είναι χαμηλή, σχετικά με τη θερμοκρασία πρώτης συμπύκνωσης. Ο τρόπος φαίνεται με τη διακεκομμένη γραμμή στο προηγούμενο σχήμα. Το κόστος επένδυσης είναι αυξημένο αλλά η ενεργειακή απόδοση καλύτερη. Η απόφαση εξαρτάται από το κόστος κύκλου ζωής των δυο επιλογών.
ΑΝΑΦΟΡΕΣ
Νίκος Χαριτωνίδης «ΠΑΡΑΓΩΓΗ ΨΥΞΗΣ – ΘΕΡΜΑΝΣΗΣ ΚΑΙ ΑΜΜΩΝΙΑ», 2020.
1 Διατίθενται πλέον συμπιεστές αμμωνίας που «αντέχουν» θερμοκρασίες κατάθλιψης μέχρι 190°C.
2 Η παροχή αυτή (kg/s) ισούται με την απαιτούμενη θερμική ισχύ (KW) προς τη διαφορά των ειδικών ενθαλπιών στην είσοδο – έξοδο συμπυκνωτή (KJ/kg).
3 Η απαιτούμενη μετατόπιση VD του συμπιεστή ισούται με την απαιτούμενη παροχή μάζας m, προς την πυκνότητα ρS του ατμού στις συνθήκες αναρρόφησης, προς το συντελεστή ογκομετρικής απόδοσης nV του συμπιεστή στον επικρατούντα λόγο συμπίεσης, ήτοι VD = m/(ρS.nV).].





{kind=link}